








เครื่องเจาะท่อเฮดเดอร์ CNC รุ่น TD Series-1




| รายการ | ชื่อ | พารามิเตอร์ | ||
| ทีดี0308 | ทีดี0309 | ทีดี0608 | ||
| ขนาดและความแม่นยำในการกลึงของท่อเฮดเดอร์ | เนื้อหาส่วนหัว | SA106-C,12Cr1MoVG,พี91,พี92 -ความแข็งสูงสุดบริเวณรอยเชื่อม: 350 HB | CS - SA 106 Gr. B-ความแข็งสูงสุดบริเวณรอยเชื่อมคือ 350 HB- | |
| ช่วงเส้นผ่านศูนย์กลางภายนอกของเฮดเดอร์ | φ60-φ350 มม. | φ100-φ600 มม. | ||
| ช่วงความยาวส่วนหัว | 3-8.5 ม. | 3-7.5 ม. | ||
| ช่วงความหนาของส่วนหัว | 3-10 มม. | 15-50 มม. | ||
| เส้นผ่านศูนย์กลางการเจาะ (ก่อตัวครั้งเดียว) | φ10-φ64 มม. | ≤φ50mm | ||
| เส้นผ่านศูนย์กลางการประมวลผลของการซ้อนกัน (ก่อตัวครั้งเดียว) | φ65-φ150 มม. | |||
| ส่วนตรง l จากขอบรูด้านนอกสุดถึงปลาย | ≥100 มม. | |||
| หัวแบ่ง CNC | ปริมาณ | 2 | 1 | |
| ความเร็วในการหมุน | 0-4 รอบ/นาที (CNC) | |||
| เส้นแนวตั้ง | ±100 มม. | ±150 มม. | ||
| แนวนอนจังหวะ | 500 มม. | |||
| โหมดอัตราการป้อนแนวตั้ง | ขยับทีละนิด | |||
| โหมดความเร็วในการป้อนแนวนอน | ขยับทีละนิด | |||
| หัวเจาะและแกนกดแนวตั้ง | การเจาะรูเรียวแกนหมุน | บีที50 | ||
| รอบต่อนาทีของแกนหมุน | 303000 รอบ/นาที-ปรับได้แบบไร้ขั้น- | |||
| ระยะการเคลื่อนที่แกน Z ของหัวเจาะ | ประมาณ 400 มม. | ประมาณ 500 มม. | ||
| การเคลื่อนที่ของหัวเจาะในทิศทาง Y | ประมาณ 400 มม. | |||
| ความเร็วสูงสุดในการเคลื่อนที่ของหัวเจาะในทิศทาง Z | 5000 มม./นาที | |||
| ความเร็วสูงสุดในการเคลื่อนที่ของหัวเจาะในทิศทาง Y | 8000 มม./นาที | |||
| โหมดการขับขี่ | มอเตอร์เซอร์โว + สกรูบอล | |||
| โครงเหล็ก | โหมดขับเคลื่อนโครงเหล็ก | มอเตอร์เซอร์โว + เฟืองและแร็ค | ||
| ระยะการเคลื่อนที่สูงสุดของแกน x | 9m | |||
| ความเร็วสูงสุดในการเคลื่อนที่ของแกน x | 8000 มม./นาที | 10000 มม./นาที | ||
| อื่น | จำนวนเครื่อง CNC | 1 ชุด | ||
| จำนวนแกน NC | 4 | |||
| องค์กรทดสอบ | 1 ชุด | |||
| อุปกรณ์ช่วยกด | 1 ชุด | |||
| อุปกรณ์ช่วยสนับสนุน | 1 ชุด | |||
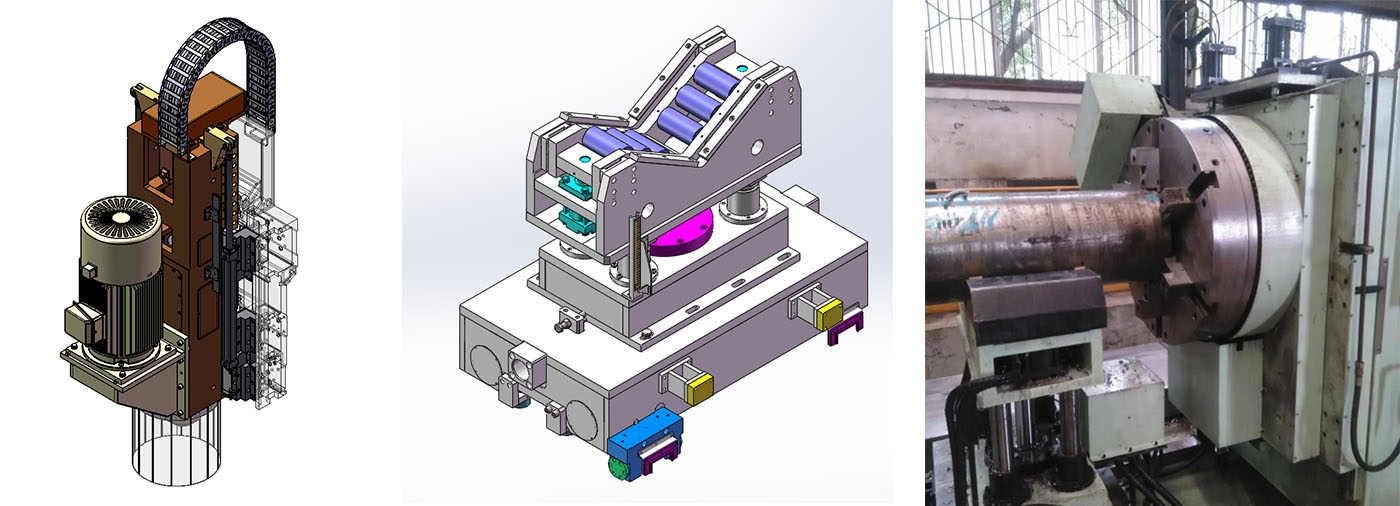
เครื่องจักรนี้ประกอบด้วยฐาน โครงยก หัวเจาะ หัวแบ่ง CNC อุปกรณ์เสริมแรงกด อุปกรณ์รองรับ ช่องใส่เครื่องมือ ระบบระบายและระบายความร้อนเศษวัสดุ ระบบหล่อลื่นอัตโนมัติและระบบไฮดรอลิก ระบบนิวแมติก และระบบไฟฟ้า
ก. หัวเจาะและลูกสูบแนวตั้ง
หัวเจาะถูกขับเคลื่อนด้วยมอเตอร์ปรับความถี่ผ่านสายพาน ส่วนแกนแนวตั้งถูกนำทางด้วยลูกกลิ้งเชิงเส้น การป้อนในแนวตั้งถูกขับเคลื่อนด้วยมอเตอร์เซอร์โว AC เพื่อขับชุดสกรูบอล ทำให้สามารถเคลื่อนที่ไปข้างหน้าอย่างรวดเร็ว/เลื่อนไปข้างหน้า/หยุด/หน่วงเวลาได้


b. หัวแบ่ง CNC
หัวแบ่ง CNC ติดตั้งอยู่ที่ปลายด้านหนึ่งของฐานเครื่องมือกล ซึ่งสามารถเคลื่อนที่ไปข้างหน้าและข้างหลังเพื่ออำนวยความสะดวกในการโหลดและขนถ่ายหัวตัด หัวแบ่งนี้ติดตั้งหัวจับไฮดรอลิกแบบกำหนดเอง ซึ่งใช้ตลับลูกปืนหมุนที่มีความแม่นยำสูง มีความแม่นยำในการส่งกำลังสูง และแรงบิดสูง

ค. การกำจัดเศษวัสดุและการระบายความร้อน
รางระบายน้ำใต้ฐานติดตั้งสายพานลำเลียงเศษโลหะแบบโซ่แบน ซึ่งสามารถระบายเศษโลหะลงในถังเก็บเศษโลหะที่ปลายสุดได้โดยอัตโนมัติ มีปั๊มหล่อเย็นอยู่ในถังหล่อเย็นของสายพานลำเลียงเศษโลหะ ซึ่งสามารถใช้หล่อเย็นภายนอกเครื่องมือเพื่อให้มั่นใจในประสิทธิภาพการเจาะและอายุการใช้งานของดอกสว่าน และน้ำหล่อเย็นสามารถนำกลับมาใช้ใหม่ได้

d. ระบบหล่อลื่น
เครื่องมือกลนี้ใช้ระบบหล่อลื่นแบบผสมผสานระหว่างระบบหล่อลื่นอัตโนมัติและการหล่อลื่นด้วยมือ เพื่อหล่อลื่นชิ้นส่วนทั้งหมดของเครื่องจักร ซึ่งช่วยหลีกเลี่ยงการทำงานด้วยมือที่ยุ่งยาก และช่วยยืดอายุการใช้งานของแต่ละชิ้นส่วน
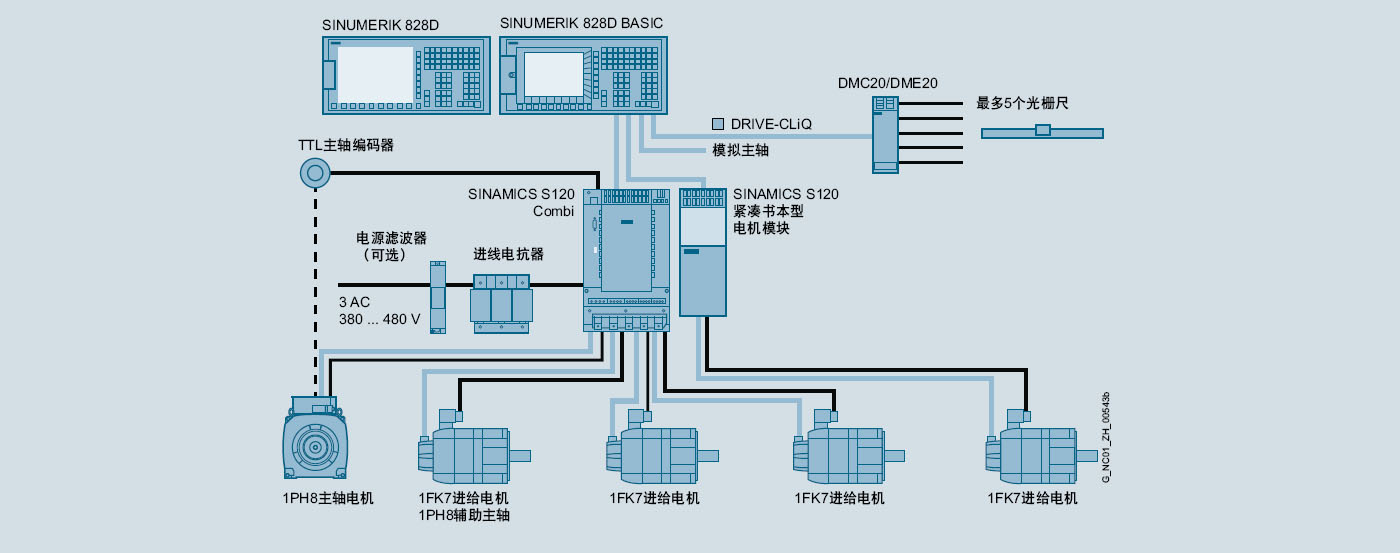
e. ระบบควบคุมไฟฟ้า
ระบบ CNC ที่ใช้คือระบบ Siemens SINUMERIK 828d ซึ่งเป็นระบบ CNC แบบแผงควบคุม ระบบนี้รวมเอา CNC, PLC, อินเทอร์เฟซการทำงาน และวงจรควบคุมการวัดเข้าไว้ด้วยกัน
| NO. | ชื่อ | ยี่ห้อ | ประเทศ |
| 1 | เอ็นซีเอ็นระบบ | ซีเมนส์ 828D | เยอรมนี |
| 2 | มอเตอร์เซอร์โวป้อน | ซีเมนส์ | เยอรมนี |
| 3 | Lรางนำทางหู | ไฮวิน/พีเอ็มไอ | ไต้หวัน, จีน |
| 4 | ตัวลดความแม่นยำแกน X | แอตแลนตา | เยอรมนี |
| 5 | คู่เฟืองแร็คและเฟืองปีกนกแกน X | แอตแลนตา | เยอรมนี |
| 6 | แกนหมุนความแม่นยำสูง | เคนเทิร์น/สปินเทค | ไต้หวัน, จีน |
| 7 | มอเตอร์แกนหมุน | เอสเอฟซี | จีน |
| 8 | วาล์วไฮดรอลิก | เอโตส | อิตาลี |
| 9 | ปั๊มน้ำมัน | จัสต์มาร์ค | ไต้หวัน, จีน |
| 10 | โซ่ลาก | ซีพีเอส | เกาหลี |
| 11 | ระบบหล่อลื่นอัตโนมัติ | เฮิร์ก | ญี่ปุ่น |
| 12 | ปุ่มกด ไฟแสดงสถานะ และชิ้นส่วนไฟฟ้าหลักอื่นๆ | ชไนเดอร์ | ฝรั่งเศส |
| 13 | สกรูบอล | ไอ+เอฟ/เนฟ | เยอรมนี |
หมายเหตุ: รายชื่อข้างต้นคือผู้จำหน่ายมาตรฐานของเรา หากผู้จำหน่ายข้างต้นไม่สามารถจัดหาชิ้นส่วนได้ อาจมีการเปลี่ยนไปใช้ชิ้นส่วนคุณภาพเดียวกันจากแบรนด์อื่นในกรณีพิเศษใดๆ



ข้อมูลบริษัทโดยย่อ  ข้อมูลโรงงาน
ข้อมูลโรงงาน  กำลังการผลิตประจำปี
กำลังการผลิตประจำปี  ความสามารถทางการค้า
ความสามารถทางการค้า 
